
As you know, there are multiple benefits of using metal in projects. Sheet metal is durable, versatile, recyclable, and for the most part cost-effective. However, one drawback to sheet metal is the process it takes to work with the material. Anybody with a sharp blade can whittle wood, but it takes real craftsmanship and special machinery to create with aluminum, brass, bronze, stainless steel, and steel.
One of the most obvious concerns about working with sheet metal is cutting it, especially when the sheets become plates with thickness of 1” or more. Surprisingly to some, metal can be cut into intricate patterns with the use either of a waterjet or laser, both of which have their strengths but also limitations.
Waterjet cutting
To understand waterjet cutting, just imagine erosion from a waterfall wearing away at a rock cliff – only in warp speed and with much more precision. Jet cutters use pressurized water and abrasives such as garnets and aluminum oxide to cut into material. The water cuts with a force as high as 60,000 psi which is why it’s typically used with thicker materials where a laser would either not be feasible or would cut with poor quality.
Fabrication shops that opt to go with a waterjet typically do so for one of four reasons:
- They work mostly with thick material or have patterns with large tolerances.
- They don’t want the heat of a laser to interfere with a cut (small patterns close together)
- They work with many different materials (waterjets can cut steel, ceramic, stone, and reflective metals among others)
- Waterjet cutting allows the metal to remain flat through the process, while laser cutting sometimes requires leveling.
Laser cutting
A laser is a very precise and fast cutting machine with really only one major drawback – it is limited to 5/8” thickness to realistically maintain quality. Modern software enables a CAD file to be sent to the laser computer to begin cutting literally within seconds, which many shops employ for prototyping purposes. Of course a laser equipped with a stackable material tower is also ideal for large production runs with the only labor really consisting of loading the material and unloading the parts. Many companies even do long cutting runs overnight with the machine unattended.
The laser itself is powered by CO2, nitrogen, or a combination of gases that are transmitted through a beam which is guided by mirrors. The beam has an output of 1500 – 2600 watts on some machines and up to 4,000 and 6,000 watts on others. Typical materials to be cut include plastic, plexi-glass, all metals, and even wood.
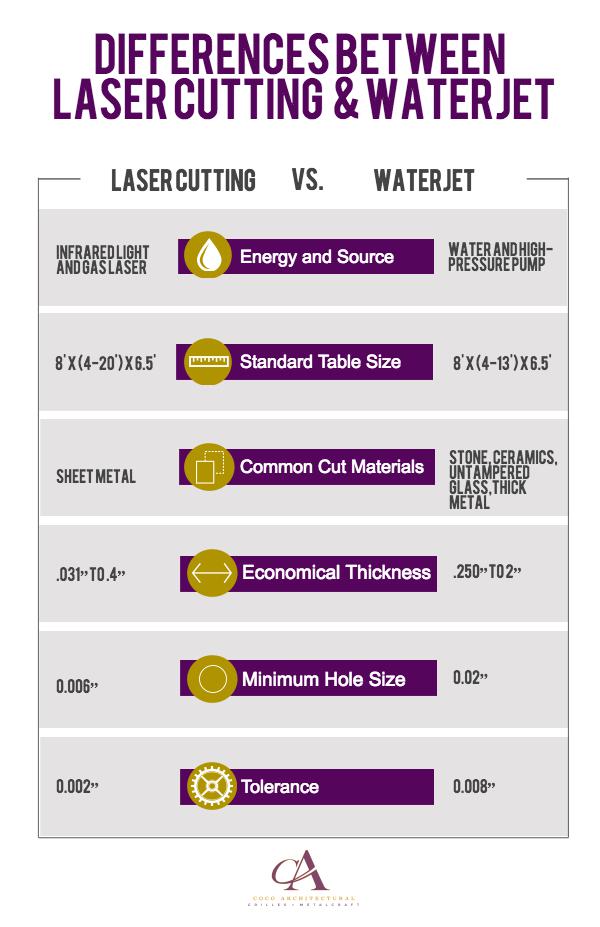
Major differences between waterjet and laser Cutting
Much like any major decision between two products or machines a company must analyze what their biggest need is on a case-by-case basis. Ultimately what most procurement specialists desire is an end product to print but there are some variances between the two machines:
Some shops employ both a waterjet for larger cuts and a laser for more intricate or automated works.
Common laser cutting applications include sheet metal in both prototypes and long production runs in addition to engraving, etching, and some other special processes. The waterjet is often used to create blanks, for short runs, on thicker materials and where warping is not allowed.
In the end, laser cutting is a very low noise, low pollution, speedy cutting operation, but it has its limitations. Sometimes there is no debate between the two machines as a waterjet is the only feasible option for thicker materials.
Here at Coco Architectural Grilles and Metalcraft, we employ both waterjet and laser cutting techniques with our metal products. All of our fabrication and cutting processes are performed on-site in our warehouse, so we can ensure a quality product every time.

